ABOUT EXTRUSION押出成形
押出成形
(異形押出成形)とは
いくつかある代表的なプラスチック成形方法のひとつです。
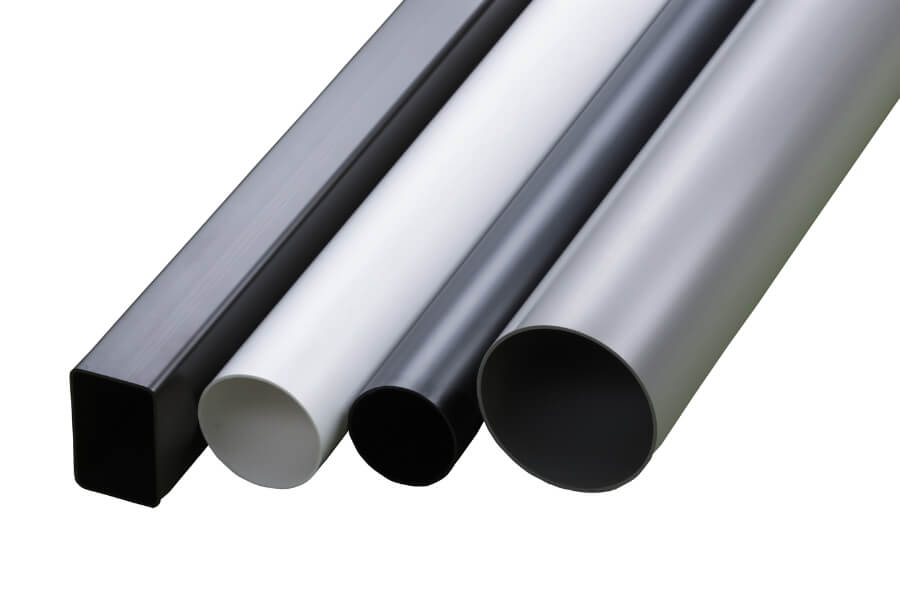
押出成形によって作られるプラスチック製品の形は、2次元(2D)の形をしています。
どこをカットしても同じ形をしているため、よく「金太郎あめのような形状」と例えられます。
縦樋
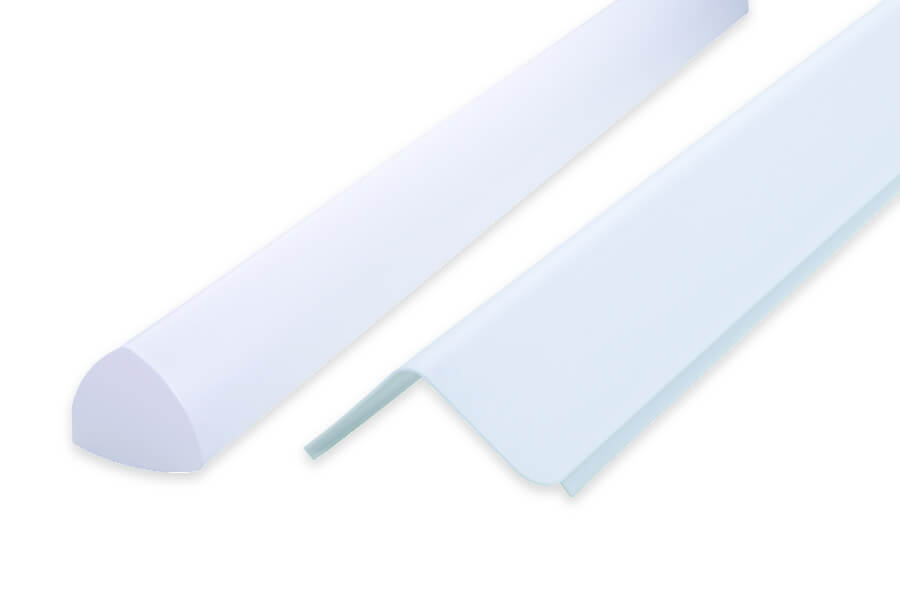
照明カバー
押出成形の仕組みと工程
押出成形の原理は、押出機で加熱・溶融した樹脂を製品の形状をした金型から押出すことです。
材料を投入し、5つの工程を経て製品が完成します。
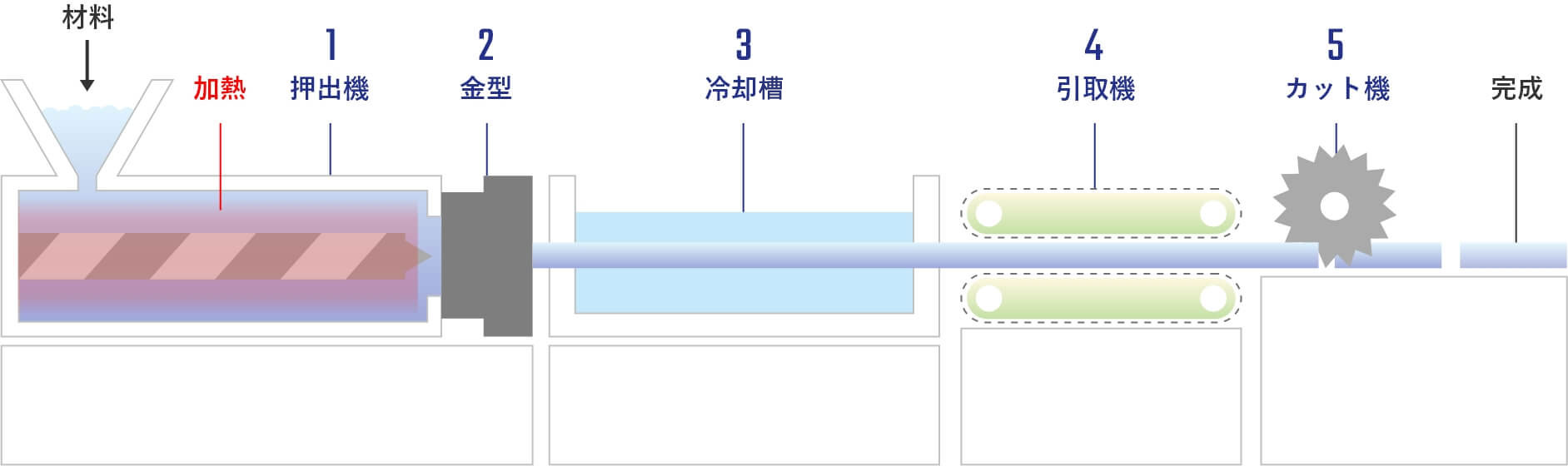
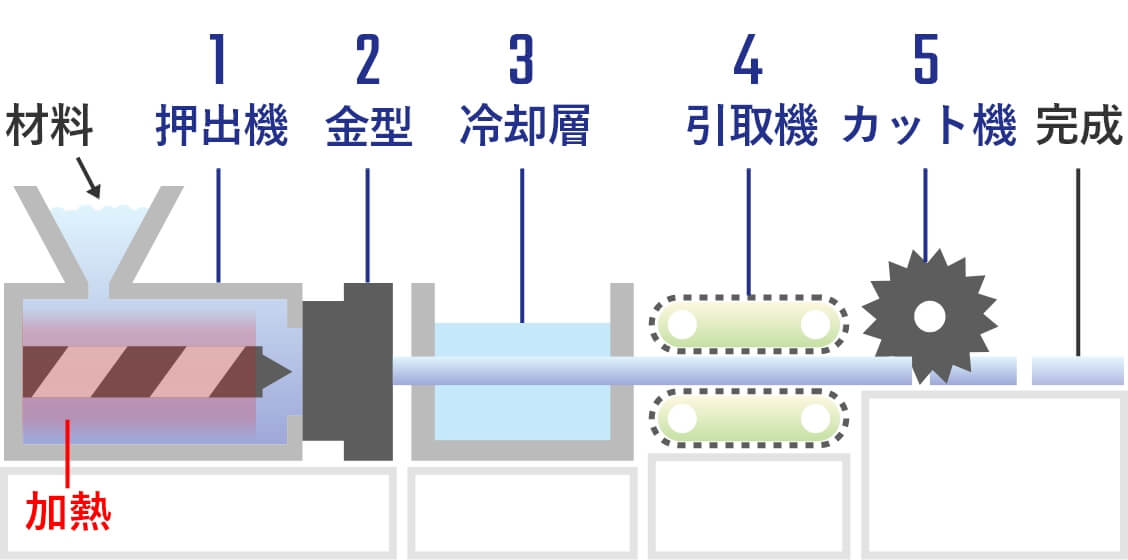
1押出機
押出機で加熱・溶融した材料を製品の形状をした金型へ押出します。
2金型
溶けた材料が金型で製品の形状になります。
3冷却槽
金型の形状になって出てきたものを冷却層で冷却し固化させます。
4引取機
引取機で製品を引き取ります。
5カット機
カット機で一定の長さに切断し、製品が完成します。
押出成形の特徴
押出成形の原理は単純ですが他の成形方法に比べ、マニュアル操作の項目が多いのが特徴です。全ての項目が全く同じ条件で成形できることは無く、その日の気温・湿度・水温などの外部要因への考慮も必要です。
また樹脂材料のロットなどさまざまな要因を考慮しながら、必要項目をマニュアル操作して製品を作り上げていきます。そして量産中もこれらの要因を注意して管理することでこのような製品が作られます。

エクステリア資材デッキ

エクステリア資材フェンス

エクステリア資材手すり

エクステリア資材フェンス
異形押出成形
押出成形の中でも単純な丸型や角型ではない「異形押出成形」は複雑な形状が多く成形には豊富な知識と経験が求められます。
押出成形の
メリット・デメリット
押出成形は、同じ断面形状の製品を連続して成形できるため、長尺品や量産品に適した成形方法です。
押出成形のメリット
一定の断面形状を持つ2次元(2D)形状の製品を作るには、コスト・量産性などの面で適した成形方法です。
材質や断面形状を工夫することで、軽量化、強度の確保、柔軟性の調整など、用途に合わせた製品づくりにも対応できます。
押出成形のデメリット
複雑な立体形状や、部分的に形状が大きく変わる製品の製造には向いていません。
3次元(3D)形状にするための加工(穴あけ・切り欠き・エンドキャップなど)を施したい場合は、アウトラインの加工を行うことが多く、他の成形方法とのコスト比較が必要です。
押出成形の重要な
2つのポイント
樹脂の流れを読む
樹脂材料の状態や制作するその日の環境を考慮して適切な対応を行わなければクオリティを保つことができません。
安定した冷却
水槽で冷却する際もその日の環境によって水温が変わるため冷却する時の水温にも配慮しなければいけません。
押出成形の代表的な
成形方法
押出成形にも様々な成形方法あり、代表的な成形方法として単色成形、発泡成形、二色成形などがあります。
| 単色成形 | 硬質ソリッド、軟質ソリッドなど1層(1色)の一般的な成形方法です。 |
|---|---|
| 発泡成形 | 硬質発泡、軟質発泡など軽量化を図りコストを抑えます。断面設計や成形条件を工夫することで、軽量化しながら必要な剛性を確保することも可能です。 |
| 二色成形 | 硬質ソリッド+硬質ソリッド、軟質ソリッド+軟質ソリッド、硬質ソリッド+軟質ソリッドなど、異なる材質や同材質で色違いのものを同時に成形します。 |
美濃化学工業で対応できる
押出成形品
美濃化学工業は、単純なものから複雑な形状まで、さまざまな形状に対応します。
多層成形
同材質で色違いのものや異なる材質を同時に成形でき、3層(3色)まで可能です。
中空成形
重量の低減を目指し、成形品に空気層を用いた形状です。
発泡成形
樹脂内部に気泡を形成することで、軽量化や材料コストの低減につながる成形方法です。
異形押出成形
お客様のご要望に合わせて、さまざまな形状に成形できます。
木目調
お客様がご要望する風合いに、多様な木目調でお応えします。
メタリック
原料にメタリック顔料を練り込むことによって、細部まできれいな仕上がりにします。
美濃化学工業の押出成形品が
解決できる課題
美濃化学工業の押出成形品は、お客様のさまざまな悩みや課題に対応してきました。
水回りの水漏れ対策
- お客様の悩み・課題
- 水回り(キッチン・浴室など)の水漏れ対策をしたい。
- 美濃化学工業の押出成形
- 相手材に嵌める部分は硬質樹脂を、接触する部分などの緩衝部分は軟質樹脂を使用して解決しました。
音鳴り防止対策
- お客様の悩み・課題
- 風や雨などによる音鳴り防止対策をしたい。
- 美濃化学工業の押出成形
- 相手材に当たる部分は柔らかい樹脂を使用し、柔らかい樹脂だけでは押え強度が弱いため、当たる部分以外は硬めの軟質樹脂を使用して解決しました。
軽量化と強度確保
- お客様の悩み・課題
- 製品重量を軽くしたいが、強度は落としたくない。
- 美濃化学工業の押出成形
- 約2.0倍発泡で重量を軽くして、強度を落とさないために、肉厚を約1.3倍にすることで、重量・強度ともに解決しました。
屋外用木目調製品
- お客様の悩み・課題
- 室内仕様の木目調製品を屋外でも設置したいが、耐候性が足らず変色が大きい。耐候性の高い樹脂で製品化したい。
- 美濃化学工業の押出成形
- 耐候性の高い樹脂で、木目調製品の製品化に成功し解決しました。
木目調樹脂の意匠性向上
- お客様の悩み・課題
- 木目調樹脂の意匠性を格段に上げたい。
- 美濃化学工業の押出成形
- 製品表面に木調の凹凸を施し、格段に意匠性が上がって解決しました。
美濃化学工業では肉厚・中空形状など、お客様のご要望を踏まえながら図面化することで、量産時の反り・曲がり・寸法のばらつきなど、予想される問題に対して影響の少ない形状をご提案します。
後加工やアッセンブリーなど、社内での作業も可能です。加えて、押出成形と射出成形の製造部門を持っているため、一気通貫で対応できます。
他にも断面形状の設計段階でのご相談や、二次加工などご相談ください。
押出成形品への
二次加工
押出成形品への二次加工もお任せください
穴あけ・切り欠き加工
ワイドプレス機・長尺NC加工機・CNC加工機を保有しています。製品の用途に合わせて、穴あけや切り欠きなどの追加工に対応します。
指定寸法でのカット加工
長尺カット機を保有しています。指定寸法でのカット加工に対応します。
射出成形品との組み合わせ
社内に射出成形部門がありますので押出成形品と射出成形品を組み合わせた製品づくりにも対応可能です。
セット品・OEM製品としての供給
アッセンブリー部門と加工部門があり、セット品、OEM製品の加工、組付などに対応可能です
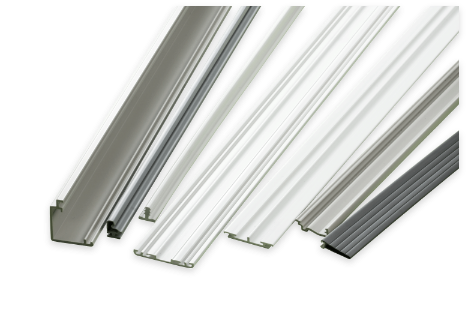
金属部材との組み合わせ
アルミやその他金属製品と組み合わせた完成品にも対応しています。
加飾対応
転写・ラッピングなどの加飾製品は、協力メーカーでの対応になります。
美濃化学工業では押出成形品への追加工が可能です。社内にNC加工機・ワイドプレス・組立部署など保有しております。
穴あけや切り欠きだけでなくアルミやその他金属製品と、また射出製品と組み合わせた完成品などさまざまな加工に対応しております。
ご要望等はお気軽にお問合せください。
押出成形の
取扱い種類・材質一覧
単色(1色)押出成形
ABS・ASA・AES・PS
PVC・PMMA・PC・PP
PE・TPO・TPE・S-PVC etc
2色(2層)押出成形
ABS・ASA・AES・PS
PVC・PMMA・PP・PE
TPO・TPE・S-PVC etc
発泡押出成形
ABS・ASA・AES・PS
PVC・PP・PE etc
2色(2層)発泡押出成形
ABS・ASA・AES・PS
PVC・PP・PE etc
押出製品のご依頼から納品までの流れ
お問合せ
営業担当がご対応いたします。お気軽にお電話(0594-84-1500)またはお問合せフォームよりお問合せください。
お打合せ
製品、コスト、納期等についてご提案いたします。
お見積り
お打合せの情報をもとにお見積書を作成いたします。
ご発注、金型作成
ご発注いただきましたら外部にて金型を作成いたします。
試作
製品サンプルを提出し、お客様にご評価いただきます。
量産
ご承認後に量産を開始します。
検査
確認検査をいたします。
納品
運送便にて納品いたします。
押出成形のよくある質問
どのような樹脂材料に対応できますか?
HP内の「押出成形の取扱い種類・材質一覧」をご参照ください。一覧にない材質についても、すでに試作などを終えているものが多数ありますので、ご相談ください。
小ロットや試作は相談できますか?
対応させて頂きます。お気軽にご相談ください。
金型の製作から相談できますか?
金型の加工自体は外部で行いますが、肝となる金型設計は、難しい製品であるほど社内で行うことが多いです。
二色成形や軟質材にも対応できますか?
対応させて頂きます。お気軽にご相談ください。
穴あけ・切り欠きなどの加工も依頼できますか?
対応させて頂きます。お気軽にご相談ください。
押出成形品と射出成形品を組み合わせた製品化は可能ですか?
可能です。
押出成形品と射出成形品を組み合わせた製品化は可能ですか?
可能です。
どんなサイズまで作れますか?
詳細な形状や材質にもよりますが、W250mm×H50mm程度の範囲に収まっていれば、対応可能です。
材質から相談できますか?
可能です。お気軽にご相談ください。
問い合わせ時には何を伝えればよいですか?
お客様が現時点で分かっている範囲の内容や情報をお伝えください。その後、こちらから質問形式でお尋ねいたします。
図面がない状態や、手元の現物サンプル(見本)からでも製作は可能ですか?
設計部門・成形部門が、タイアップしてご対応致します
押出成形品で対応できる長さ(カット寸)の制限はありますか?
標準的な成形ラインでカット可能な長さは、600mm~3,500mmです。600mm未満の製品は後加工となりますが、3,500mmを超える長さについても、特別な対応が可能ですので、ご相談ください。
他社で「成形が難しい」「精度が出ない」と断られた形状でも相談できますか?
できる限りお客様のご要望にお応えできるよう努めてまいりますが、まずはご連絡いただき、詳しい内容をご説明いただければと思います。
プラスチック(樹脂成形)のOEM供給
押出成形品・射出成形品・アルミ部材などを組合わせ完成品としての製品化を行い、OEM供給をしています。